
![]() (+49)06351 / 36346
(+49)06351 / 36346 ![]() kontakt@sonderlote.de
kontakt@sonderlote.de


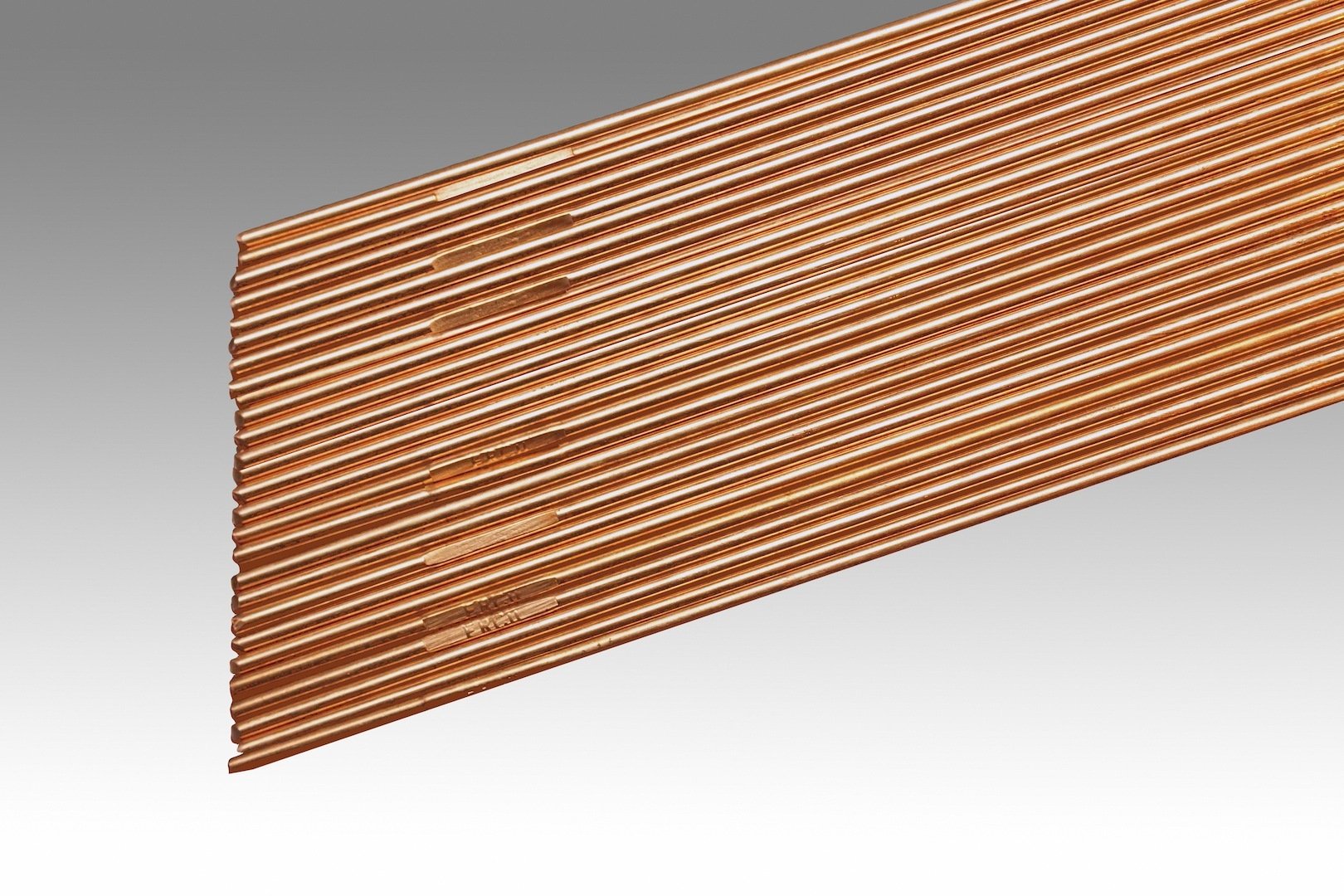
Auf Lager
sofort ab Lager lieferbar, Lieferfrist 2-3 Werktage Inland*
 |
 |
 |
UP-TO-DATE-BLEIBEN - MIT UNSEREM NEWSLETTER

|
IHRE VORTEILE |
Kleinmengen |
|
Kein Mindestbestellwert |
faire Preise |
|
schnelle Lieferung |
einfache Zahlung |
|
telefonische Beratung |
über 20 Jahre Erfahrung |