
![]() (+49)06351 / 36346
(+49)06351 / 36346 ![]() kontakt@sonderlote.de
kontakt@sonderlote.de


1. Die Lötgerechte Konstruktion
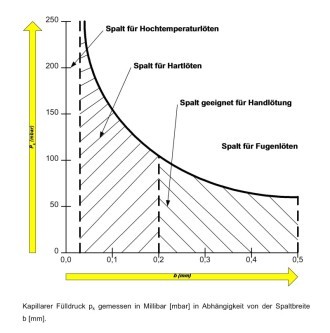
Lötstellen sollten immer einen Kapillarzwischenraum aufweisen, in den die geschmolzene Lotlegierung fliessen kann. Die Festigkeit der Lötstelle ist abhängig von der Lotspaltbreite und der Überlappungslänge der Bauteile.
Der optimale Lotspalt bei Handlötungen mit Silberloten und Flussmittel liegt, je nach verwendeter Lotlegierung, zwischen 0,05 - 0,25 mm, wobei mit Loten, die einen breiteren Schmelzbereich aufweisen, auch sogenannte Fugenlötungen mit Lötspaltbreiten bis 0,50 mm durchführbar sind.
Unterschiedliche Ausdehnungskoeffizienten der Grundwerkstoffe beeinflussen den Lotspalt bei Löttemperatur.
Für überlappende Verbindungen empfiehlt sich eine minimale Überlappungslänge der 3 bis 4-fachen Materialstärke des dünnsten beteiligten Grundwerkstoffes. Bei Rohren bis zu einem Durchmesser von 25 mm sollte die Einstecktiefe einem Rohrdurchmesser entsprechen.
2. Die Auswahl eines geeigneten Lotes
Lotlegierungen sollten nach ihrer Eignung für eine bestimmte Anwendung gewählt werden.
Zu beachten sind dabei unter anderem die Form der zu lötenden Werkstücke, die Grundwerkstoffe und der spätere Einsatzbereich des Werkstückes wie zum Beispiel, die Lebensmitteltauglichkeit des Lotes, die maximale Betriebs-temperatur, der die Lötstelle ausgesetzt wird, die benötigte Festigkeit der Lötverbindung und die Medien, die an der Lötstelle angreifen können.
Die am leichtesten zu verarbeitenden Lotlegierungen sind hochsilberhaltige, leicht fließende Legierungen mit einem niedrigen Schmelzbereich (Bsp. FONTARGEN A 314, A 306). Lotlegierungen mit höheren Löttemperaturen und größeren Schmelzbereichen (Bsp. FONTARGEN A 311, A 319) sind etwas schwieriger in der Anwendung.
3. Die Bauteilreinigung vor dem Löten
Die zu verbindenden Teile sollen eine öl-, fett- und oxidfreie Oberfläche aufweisen. Schmierfette und Öle lassen sich am besten mit einem entfettenden Lösungsmittel entfernen. Oberflächenoxide lassen sich mit einem mittelgroben Schmirgeltuch beseitigen. Die so entstehende rauhe Oberfläche bewirkt eine sehr starke Bindung der Lotlegierung an den Grundwerkstoff. Polierte Oberflächen sind zu vermeiden.
4. Das Auftragen des Flussmittels und die optimale Flussmittelmenge
Die benötigte Flussmittelmenge schwankt je nach Art der Anwendung.
Gewöhnlich reicht es aus, eine dünne Schicht Hartlotflussmittel auf die Flächen des Lotspaltes und dessen Umgebung mit einem Pinsel aufzutragen. Für die Qualität der Lötstelle ist es aber keineswegs schädlich, wenn zu viel Flussmittel aufgebracht wird, sondern es kann sogar das Entfernen der Flussmittelrückstände erleichtern.
Ein Auftragen von Flussmittel auf die Umgebung der Lötstelle verhindert die Oxidation des Werkstückes.
Die Anwendung von zu wenig Flussmittel kann seine Wirksamkeit vorzeitig beenden, was zu unschönen und fehlerhaften Lötstellen führt. Merke: Es ist immer besser zu viel als zu wenig Flussmittel aufzutragen.
Wie verhält sich das Flussmittels während des Lötens?
Während der Erwärmung des Flussmittels auf Löttemperatur dampft zuerst das in der Flussmittelpaste enthaltene Wasser aus. Dabei bläht es sich auf und trocknet anschließend weiss am Bauteil ab. Kurz bevor die Löttemperatur erreicht wird, verflüssigt sich das Flussmittel wieder. Es wird klar und durchsichtig und fließt auf dem Bauteil aus. Dies ist der Zeitpunkt das Lot am Lötspalt anzusetzen.
5. Die Erwärmung der Lötstelle und das Ansetzen des Lotes
Es gibt verschiedene Erwärmungsmethoden für das Löten mit Silberhartloten, wie zum Beispiel Handbrenner oder eine induktive oder konduktive Erwärmung. Handbrenner lassen sich mit unterschiedliche Brenngasmischungen betreiben, z.B. Sauerstoff, Luft oder Druckluft, zusammen mit den Brenngasen Azetylen, Propan, Erdgas oder Wasserstoff.
Für den Lötvorgang ist es entscheidend, dass die Grundwerkstoffe gleichmäßig und zügig bis zur erforderlichen Löttemperatur erwärmt werden. Man beachte: Werden Konstruktionen mit Bauteilen unterschiedlicher Masse oder Wärmeleitfähigkeit gefügt, ist darauf zu achten, dass die Komponenten mit größerer Masse oder besserer Wärmeleitfähigkeit vergleichweise länger und stärker erwärmt werden, als die kleineren oder schlechter die Wärme leitenden Fügeparnter.
Der Lotstab oder Lotdraht sollte bei Erreichen der Löttemperatur an der Öffnung des Lotspaltes angesetzt werden. Leicht fließende Lotlegierungen werden durch die Kapillarkraft in die Lötstelle hinein und außen herum fließen. Eine zähflüssige Lotlegierung sollte entlang der gesamten Lötstelle aufgetragen werden, um eine fortlaufende Lötnaht zu bilden.
Das geschmolzene Lot fließt immer an den heißesten Ort der Lötstelle. Die Wärmezufuhr ist während des Einfließens des Lotes in den Lotspalt aufrecht zu erhalten. Beim Flammlöten empfiehlt sich ein indirektes Erwärmen. Sobald der Lötvorgang beendet ist, soll keine Wärme mehr zugeführt werden. Wenn das Lot erstarrt ist, kann die Lötstelle mit Wasser abgeschreckt werden, um die Entfernung der Flussmittelrückstände zu erleichtern. Während des Abkühlens ist Vorsicht geboten, um die gelöteten Teile nicht zu beschädigen oder Risse durch einen Temperatur-schock zu verursachen.
6. Entfernen der Flussmittelrückstände nach dem Löten
Es ist wichtig, die Flussmittelrückstände nach dem Lötvorgang zu entfernen, da Flussmittelreste zu Korrosions-angriffen führen und das Bauteil zerstören können. Es gibt, je nach Flussmitteltyp und Hersteller, unterschiedliche Empfehlungen für das Entfernen von Flussmittelrückständen. Nachfolgend werden einige genannt.
vorsichtiges Abschrecken der Bauteile nach dem Löten in Wasser; hierbei platzt bereits ein Großteil der Flussmittelreste vom Bauteil ab.
um die danach noch auf dem Bauteil verbliebenen Flussmittelrückstände zu entfernen, können diese für ca. 30 Minuten in heißes Wasser eingeweicht und anschließend unter fließendem warmem Wasser abgebürstet werden. Diese Vorgehensweise ist in der Regel für alle Silberlotflussmittel der Gruppe FH 10 und FH 12 (FONTARGEN F 300 S, F 300 H Ultra, F 300 HFS) geeignet.
Fest haftende, hartnäckige Flussmittelreste können durch Beizen der Bauteile entfernt werden. Dazu werden diese in 5-10%iger Schwefelsäure eingelegt und anschließend unter fließendem warmem Wasser abgebürstet.
Flussmittel der Gruppe FH 21 (Messing- und Neusilberlot-Flussmittel FONTARGEN F 100) können in der Regel nur mechanisch z.B. durch Sandstrahlen entfernt werden.
7. Hinweise zum Arbeitsschutz
Vorsichtsmaßnahmen bei der Verarbeitung von Silberloten und Flussmittel
Es liegt in der Natur der Flussmittel, dass sie, mit wenigen Ausnahmen, aggressive Stoffe enthalten.
Ihre Anwendung ist trotzdem, sofern die elementaren, jedem Fachmann, Schweisser oder Löter bekannten Vorsichtsmaßnahmen beachtet werden, absolut harmlos.
Die wichtigsten Maßnahmen lauten:
flüssige oder pastenförmige Flussmittel mit Pinsel auftragen
die Berührung mit der Haut ist zu vermeiden; dies ist bei empfindlicher Haut oder Hautwunden besonders wichtig. Tragen Sie beim Löten geeignete Schutzausrüstung wie Schutzbrille und Schutzhandschuhe.
nach erfolgter Arbeit und vor den Mahlzeiten Hände sorgfältig waschen
das Einatmen der beim Verarbeiten entstehenden Flussmittel- und Lotdämpfe soll vermieden werden. Die erste Voraussetzung dazu ist ein hinreichend gelüfteter Arbeitsraum, bzw. die Verwendung einer geeigneten Absauganlage.
Werden Flussmittelreste mittels Beizen mit stark ätzenden Säuren entfernt, ist ebenfalls darauf zu achten, dass dabei geeignete Schutzausrüstung getragen wird.
8. Support
Für weitere Fragen, auch zu speziellen Lötaufgaben, stehen wir Ihnen zur Unterstützung und Beantwortung gerne telefonisch unter der angegebenen Rufnummer zur Verfügung.
UP-TO-DATE-BLEIBEN - MIT UNSEREM NEWSLETTER

|
IHRE VORTEILE |
Kleinmengen |
|
Kein Mindestbestellwert |
faire Preise |
|
schnelle Lieferung |
einfache Zahlung |
|
telefonische Beratung |
über 20 Jahre Erfahrung |